
Цитат от Теруюки Миноура, експрезидент на „Toyota Motor Manufacturing”:
„Ако в производство, организирано като поток от единични изделия, е възникнал проблем, трябва да бъде спрян целият производствен поток. Така погледнато, това май е една много лоша система на производство. Но когато производството спира, всички са принудени да решават проблема незабавно. На всички членове на екипа им се налага да мислят. Така те израстват, стават по-зрели хора и по-добри членове на екипа”.
Какво означава понятието „Поток“?
Това е съвкупността от производствените етапи на даден продукт. Например, първа операция е отрезна, втора операция стругова, трета операция фрезоване, четвърта операция отвор, пета операция шлайф, шеста операция опаковка. Готово, продуктът е създаден, опакован, и в готовност за продажба.
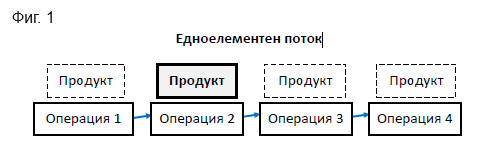
1.1 Едноелементен поток/Single-Peace Flow (визуализация на фиг. 1)
Има две характеристики. Първата характеристика на този поток е, че продуктите в производството се изпълняват един по един. Втората характеристика е, че продуктът минава от операция на операция или от процес на процес, без да се задържа. Правим допускане, че времето за транспорт между операции или процеси е нулево. Няма запаси и опашки, не се губи време в изчаквания, не се блокират пари.
Едноелементният поток представлява най-опростена форма на непрекъснат поток. Едноелементният поток е предпоставка за следваща стъпка – управление на производството с „изтегляне“*. Какво е „изтегляне*“ в производството, можете да научите в ГЛАВА 10 в книгата LEAN IN ACTION
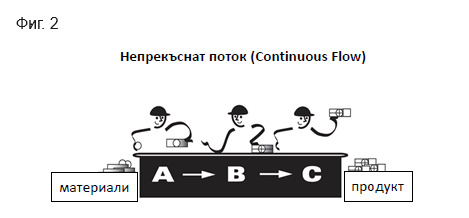
1.2 Непрекъснат поток /Continious Flow (визуализация на фиг. 2)
Най-добре непрекъснатият поток може да бъде обяснен чрез фиг. 2. На схемата се вижда как работниците изработват продукта парче по парче и си го предават всеки на следващия. По този начин между операциите не се трупат междуоперационни запаси (след завършването на някой от етапите, продукта не изчаква, за да влезе в следваща операция). Всеки работник върши работа и предава продукта на следващия работник, образно казано „от ръка в ръка“.
При такава организация на работата, ако има проблем в някое работно място, той ще изплува. Защото ще се окаже, приемащия продукта не може да работи с него, заради съответния проблем. Тогава ще се сетим, че капацитетите на работните места не са балансирани, че операционните времена не са синхронизирани и т.н. Ако обаче работим в партиди, липсата на синхронизация на работните времена надали ще проличи или ако стане няма да проличи тъй видимо. „Създай непрекъснат поток в процеса и гледай кои проблеми ще изплуват!“
1.3 Последователен производствен поток
Той е типичен за преработващите индустрии и за повечето от обработващите индустрии.
В последователния поток някак е по-лесно да се търси синхронизиране на операциите. При такъв поток синхронизиране означава търсене на равни или взаимно кратни времена за изпълнение на всички операции в потока. В този поток, ако има или искаме да има резерви в операционните времена, трябва да ги създадем в началните операции, а не при крайните операции.
При последователен поток, без значение дали произвеждаме за склад или по поръчка, за да получим къс производствен цикъл и ниско незавършено производство, предвид срока, в който би трябвало да сме завършили изпълнението на последната операция, изпълнението на първата операция трябва да сме го започнали възможно най-късно спрямо този краен срок. Казаното е някак неясно на първи поглед. Изглежда нелогично и абсурдно. Истината е, че нарочно изцеждаме резервите по цялата верига от операции и се стараем всички операции да ги извършваме правилно и навреме, за да е осигурено на последната операция и тя да завърши правилно и навреме.
Съществуват още други видове организации на производството (потоци) Можете да се запознаете с остатъка от тях, ТУК – ГЛАВА 9 от книгата LEAN IN ACTION
2. Ключови условия за изглаждане на производствените процеси/потоци (нивелиране)
Добра предпоставка за изглаждане (за нивелиране) на потока е сроковете за изпълнение на производствени поръчки да са доста по-къси от обичайно приетите в бранша офертни срокове за изпълнение на клиентски поръчки. Има и още едно ключово условие за изглаждане на потока. То е да търсим голямо разнообразие в клиентската продуктова гама на базата на малък брой от типизирани и/или модулни конструктивни и/или технологични решения за производство на продукта.
Съществуват и други начини за изглаждане на производствени процеси (нивелирания). Можете да се запознаете с остатъка от тях, ТУК – ГЛАВА 9 от книгата LEAN IN ACTION